2026-02-01
Когда слышишь замок-лягушка в контексте китайского производства, первое, что приходит на ум — это, наверное, какие-то дешёвые крепления для труб, которые вечно подтекают. Мы все через это проходили: закупишь партию, а потом разбирайся с рекламациями. Но за последние лет пять-семь картина, честно говоря, начала меняться кардинально. И дело не в том, что кто-то вдруг стал делать так же, но дешевле. Речь скорее о том, как подход к самой конструкции фитинга и, что важнее, к металлургии и контролю качества, перестал быть вторичным. Это не громкие слова про инновации, а скорее эволюция, которую видишь, когда годами работаешь с одними и теми же заводами и вдруг замечаешь, что спецификации по сплаву стали у них стали жёстче, чем у некоторых европейских поставщиков. Вот об этом и хочется порассуждать, отбросив маркетинговый шум.
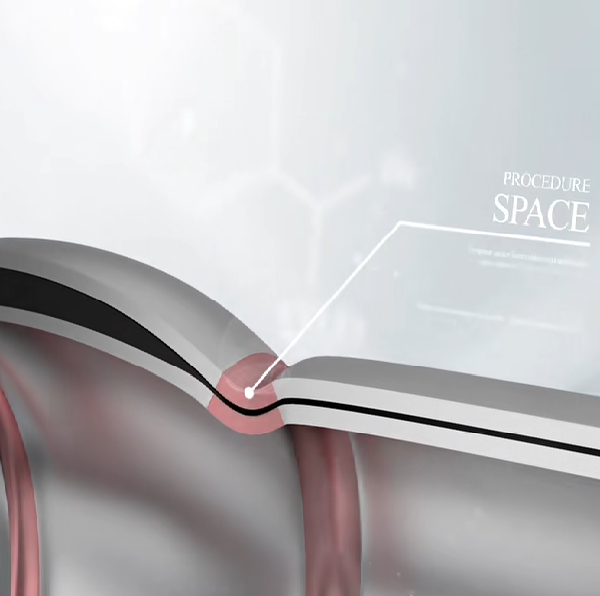
Если отбросить кальку с английского frog lock, то по сути это обжимной фитинг для систем из нержавеющей стали. Его фишка — в специальной пресс-гильзе, которая при обжиме равномерно деформируется, создавая герметичное соединение. Ключевое слово — равномерно. Раньше главной головной болью была как раз неоднородность деформации: где-то пережали, где-то недожали. И виной всему была не столько конструкция, сколько качество самой гильзы — её точность, однородность стали.
Я помню, как лет восемь назад мы тестировали образцы от разных китайских производителей. Разброс по усилию обжима и итоговой герметичности был колоссальным. Сейчас же, открываешь техдокументацию, например, на сайте Chengdu Common Tube Group Co., Ltd. — и видишь не просто абстрактные допуски, а конкретные параметры по твёрдости, шероховатости поверхности гильзы, даже по составу смазки для пресс-инструмента. Это уже другой уровень осознанности процесса.
И вот здесь кроется первый сдвиг. Раньше производитель думал: Сделаем гильзу по чертежу. Сейчас мысль идёт дальше: Какой именно прокат, с какой точностью резки и последующей обработки поверхности даст нужное поведение при обжиме? Это переход от копирования к инженерному анализу. Компания Chengdu Common Tube Group, основанная ещё в 2002 году как один из пионеров в сегменте труб и фитингов из нержавеющей стали в Китае, здесь показательна — их эволюцию видно по продукту.
Часто говорят об инновациях в контексте новых сплавов или роботизации. Но в сегменте фитингов самые значимые изменения часто лежат в плоскости, которую со стороны не разглядеть. Возьмём контроль качества сырья. Раньше сертификат на стальную ленту/пруток был формальностью. Сейчас же серьёзные заводы, те же, что поставляют заготовки для замков-лягушек, внедряют выборочный спектральный анализ прямо на линии приёмки. Несоответствие по содержанию хрома или молибдена на 0.1%? Вся партия бракуется. Это не инновация в мировом масштабе, но для массового производства фитингов — революция в подходе.
Ещё один момент — это обработка кромки гильзы. Казалось бы, мелочь. Но именно заусенец или микротрещина на внутренней кромке становились точкой начала коррозии. Сейчас используют комбинированную обработку: лазерная резка плюс последующая полировка в среде инертного газа. Результат — идеально чистая кромка. Мы проводили сравнительные тесты на стойкость к точечной коррозии — разница с образцами 10-летней давности была в разы.
Но и тут не без проблем. Внедрение таких методов ведёт к удорожанию. И главный вызов для производителей — убедить рынок, что этот фитинг за $2 надёжнее и в долгосрочной перспективе выгоднее, чем аналог за $1.5. Это битва не технологий, а скорее пересмотра стоимости владения системой. И Китай здесь учится очень быстро, упаковывая эти аргументы в технические каталоги и расчёты для проектировщиков.
Нельзя говорить о развитии, не вспомнив о косяках. Один из самых показательных случаев был связан как раз с попыткой сделать супер-инновационный замок-лягушку с уплотнительным кольцом из фторполимера. Идея была в том, чтобы добавить дополнительную гарантию герметичности. Затеяли это лет шесть назад несколько заводов, включая и весьма крупных.
На бумаге всё выглядело идеально: стойкость к температурам, химическая инертность. Но на практике вылезла куча проблем. Во-первых, разная температурная деформация стали и полимера. После нескольких циклов нагрев-остывание в системах ГВС появлялся микрозазор. Во-вторых, сам монтаж — монтажнику нужно было следить за правильной установкой кольца, что сводило на нет главное преимущество обжимных фитингов — простоту и безошибочность монтажа.
Этот опыт дорого стоил, но он чётко обозначил тренд: в массовом сегменте инновация должна быть не навороченной, а максимально надёжной и не добавляющей точек потенциального отказа. После этого многие, включая, насколько я знаю, инженеров Chengdu Common Tube Group, сосредоточились не на добавлении элементов, а на совершенствовании основного узла — самой гильзы и её взаимодействия с трубой. Вернулись к базовым принципам, но с новым уровнем понимания металловедения.
Сейчас модно говорить про цифровые двойники и интернет вещей. В производстве фитингов это выглядит приземлённее, но оттого не менее эффективно. Речь о сквозной маркировке. Каждая партия гильз, а в идеале — каждый фитинг, получает уникальный QR-код. Отсканировал — и видишь всю историю: марка стали, номер плавки, параметры обработки, данные финального контроля, даже номер оператора на линии.
Для нас, как для компаний, которые занимаются монтажом крупных объектов, это не просто фишка. Это инструмент управления рисками. Была претензия по конкретному соединению? Можно мгновенно понять, была ли это единичная ошибка монтажа или потенциальная проблема всей партии. Это радикально меняет процедуру рекламаций и, что важнее, позволяет точечно выявлять слабые места в процессе.
Но и здесь есть подводные камни. Внедрение такой системы — это не только софт и принтеры для кодов. Это перестройка всей логистики и складского учёта на заводе. Не все готовы к таким инвестициям. Поэтому сегодня мы видим растущий разрыв между лидерами, которые этим занимаются, и мелкими мастерскими, которые всё ещё работают по старинке. Первые постепенно отгрызают сегмент ответственных объектов — больниц, лабораторий, пищевых производств.
Если пытаться предсказать, то основная борьба будет разворачиваться не вокруг формы замка-лягушки, а вокруг двух невидимых аспектов. Первый — это экология жизненного цикла. Давление по углеродному следу будет расти. Уже сейчас передовые комбинаты, поставляющие сталь для фитингов, считают выбросы CO2 на тонну продукции. Скоро это требование придёт и к конечным изделиям. Второй аспект — это адаптивность к новым стандартам монтажа.
Например, тренд на увеличение скорости монтажа. Появляются аккумуляторные пресс-инструменты с интеллектуальным контролем усилия. Фитинг будущего — это, возможно, гильза, которая подсказывает инструменту оптимальные параметры обжима через тот же QR-код. Звучит как фантастика, но прототипы таких систем я уже видел на внутренних отраслевых выставках в Китае.
Итог довольно прост. История с китайским замком-лягушкой — это отличный пример того, как отрасль взрослеет. Она прошла путь от дешёвого заменителя до продукта, который заставляет считаться с собой не ценой, а именно инженерной культурой производства. Это не значит, что все производители стали идеальными. Но появилась критическая масса компаний, для которых качество — это не отдел контроля на выходе, а принцип, зашитый в каждый этап, от выбора сырья до упаковки. И это, пожалуй, и есть главная инновация — в головах.